Value Gaskets
Flange gaskets are used to create a static seal between two flanges faces, at various operating
conditions, with varied pressure and temperature ratings. A gasket fills the microscopic spaces and
irregularities of the flange faces, and then it forms a seal that is designed to keep liquids and gases.
Materials for gaskets can typically be divided into three main categories:
Non-metallic types, Semi-metallic types, Metallic types.
Flange gaskets are used to create a static seal between two flanges faces, at
various operating conditions, with varied pressure and temperature ratings. A gasket fills the microscopic
spaces and irregularities of the flange faces, and then it forms a seal that is designed to keep services
Gasket and the dimensions to ASME B16.20 and ASME B16.21.
The Gaskets may be selected depends on the operation condition such as Temperature, Pressure, Corrosion
resistance, Types of fluid, Robustness, Availability and Cost of gasket.
Surface Finish of the Gasket Seating
As a rule, it is necessary to have a relatively rough gasket seating surface
for elastomeric and PTFE gaskets on the order of magnitude of 20 micro millimeters. Solid metal gaskets
normally require a surface finish not rougher than 2.5 micro millimeters. Semi-metallic gaskets such as spiral
wound fall between these two general types
Metal Gaskets work best in extremely high-pressure applications. They create an initial line contact
or contain the fluid through wedging once the two flush connection surfaces touch. Metal gaskets
are also known as ring gaskets, and have either an ovular or octagonal cross-section. Octagonal cross
sections provide a great deal of strength in the face of high pressure, such as the BX type that can
handle 20,000 psi. Metal gaskets are commonly used in oil and gas industrial systems and secured
with high-tension bolting.
Popular materials for metallic gaskets include:
Inconel, Low carbon steel, Monel, Stainless steel
Non-Metallic, or soft, gaskets, compress between two surfaces with little tension or pressure. This
makes them ideal for applications where the fluid contents have low pressure levels and can’t force
a leak pathway through the gasket. Soft gaskets are affordable, easy to find in different materials
and specifications, and able to be used in low-temperature applications.
One common non-metallic material option, graphite, can also be used in high-temperature
applications up to 500°C. These gaskets come in full face varieties, which cover the entire face of a
connecting surface, and inside bolt circle gaskets, which cover a smaller ring of surface area on the
face; one common application for full face gaskets is temporarily connecting utility lines.
Popular Materials for Non-metal Gaskets Include
Compressed Non-Asbestos Fiber (CNAF), Graphite,
Polytetrafluoroethylene (PTFE), Rubber, Teflon
Composite Gaskets use both metal and non-metal materials, giving them the ability to provide a
reliable seal in a variety of environments with different pressure and temperature factors. They are
commonly used in male-female, raised face, and tongue-and-groove flanges. Because they contain
less metal, they are often more affordable.
Three popular types of composite gaskets are:
Kammprofile, Metal jacketed, Spiral wound
Other Gasket Materials
Elastomeric
Elastomers are polymers with similar stretch and flexibility to rubber. Elastomeric
gaskets are commonly used in utility applications alongside non-metallic gaskets. While these
gaskets are elastic and can be deformed, they’re incompressible and can’t reduce in volume.
Fibrous
Fibrous gaskets are another specialized type of non-metallic gasket. This category includes
materials such as aramid, carbon, and glass fibers, cork, mica, and more. Each material offers very
distinct properties.
Jacketed Gaskets
These have a soft non-metallic interior and a metallic coating. Jacketed gaskets
are available in many varieties, such as single- or double-jackets (which have a coating on one or
both sides), corrugated jackets, and more. The metallic coating gives non-metallic gaskets better
resistance to damage.
Solid Gaskets
These solid metal gaskets are extremely durable, but they require a lot of
compression force to create a seal.
Spiral Wound Gaskets
This gasket style has windings of metallic materials in soft, non-metallic
gaskets, which combines both resistance to damage and flexibility. Piping and pumping systems
often use spiral wound gaskets because of the reliable seal.
Kammprofile Gaskets
These have a metal core surrounded by non-metal material on the top and
bottom. It can create a tight seal along the gasket’s edge with extra reinforcement. They’re also
easier to repair than comparable composite gaskets.
Effect of Gasket Thickness
For a given material, it is a general rule that a thinner gasket is able to handle higher compressive stress than a
thicker one. However, thinner materials require a higher surface finish quality. As a rule of thumb, the gasket
should be at least four times thicker than the maximum surface roughness of the flange faces. The gasket must
be thick enough to occupy the shape of the flange faces and still compress under the bolt load. In situations
where vibration is unavoidable, a thicker gasket than the minimum required should be employed.
Gasket Standards
The following standards are normally adopted for specifying gaskets:
- ASME B16.21 Non-metallic flat gaskets for pipe flanges.
- ASME B16.20 Metallic Gaskets for steel pipe flanges, Ring Joint, Spiral Wound and Jacketed.
- IS2712 Specification for compressed Asbestos fibre jointing.
- BS 3381 Spiral Wound Gaskets to suit BS 1560 Flanges.
Flange Bolts & Nuts
Various ASME standards are used for stud bolts and nuts to manufacture bolting material. A list of such
standards is given below.
- Diameter and Lengths of the stud and bolt are covered in ASME B16.5 & B16.47
- ASME B1.1 Unified Inch Screw Threads (Cores and Fine thread series- normally Cores thread series is used for stud used in piping)
- ASME B18.2.1 for Square and Hex Bolts and Screws
- ASME B18.2.2 Square and Hex Nuts
- ASME B18.21.1 Lock Washers
- ASME B18.22.1 Plain Washers
Stud Material
A list of ASTM Material grades used for manufacturing stud is given in ASME B16.5, which is the Standard for the flanges.
- High temperature and pressure services ASTM A193 Gr B7, B7M, B5, B8 are used.
- Low-temperature services ASTM A320 Gr L7, L7A, L7B are used.
- Alloy steel quenched and tempered studs and bolts material grades are ASTM A354 Gr BC, BD.
- For special application, ASTM A540 Gr B21 to B24 are used.
Nuts may be machined from the same material as a stud or maybe of a compatible grade of ASTM A194
- ASTM A194 standard lists the compatible material grades for nuts that used with stud & bolt.
- Most widely used material grades are ASTM A194 Gr 2,2H,2HM,8,8M
Washer Materials
The common material grade used for washer manufacturing are
- ASTM F436, ASTM F844, ASTM F959
- If not specified washer can be manufactured from any compatible grade material
Coating on Stud Bolts and Nuts
Sometimes Bolting components are coated with different coating materials to improve its corrosion resistance. This will reduce maintenance costs. Common coatings are, Chrome Plating, Galvanizing, Xylan, PTFE, Zinc
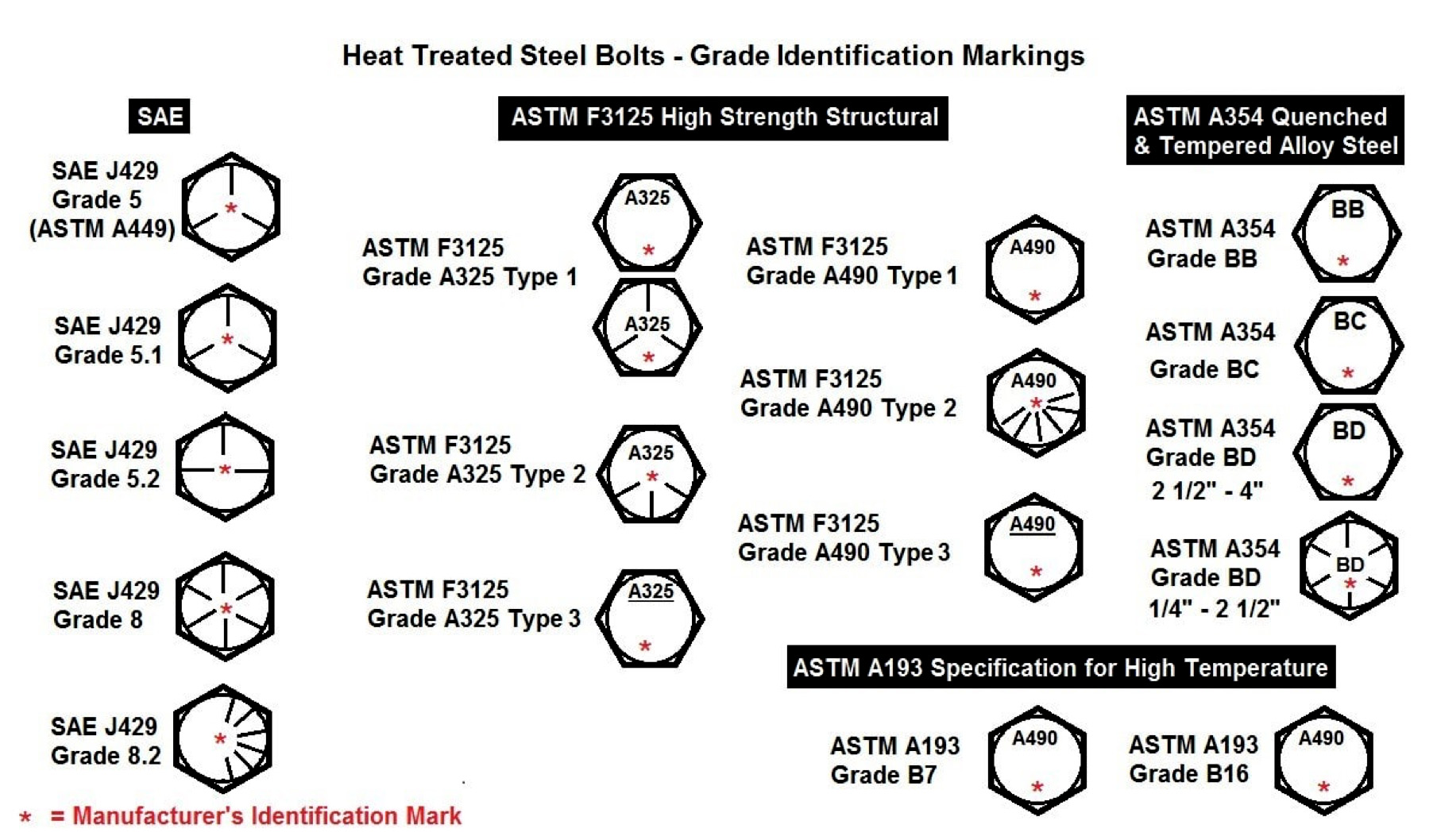
Marking requirements
Due to limited space only, the Manufacturer's identification mark & Material Grade / Class are marked on stud and bolt. ASTM standard gives the list of marking symbols for various material grades.
Stud Marking
Marking requirements for stud & bolt are specified in ASTM material Standard A193 and A320. Marking to be done at the ends of the stud or on the bolt head. Due to limited space only, the Manufacturer’s identification mark & Material Grade / Class are marked on stud and bolt. ASTM standard gives the list of marking symbols for various material grades. Check the image below ASTM A193 Gr B7M just marked as B7 at one end and Manufacturer’s identification mark on other ends. In the case of hex head bolt, both the symbols are marked on the bolt head.
Nut Marking
Material Standard ASTM A194 and A563 specify marking requirements for nuts. Marking to be done on the nut’s non-load bearing face. Only the Manufacturer’s identification mark and Material Grade / Class are marked.
Instead of full material description material symbol is used as shown above. The list of symbols is given in the ASTM standard.
Glasses
For Gauges and Indicators
ASVIN Glasses for Level Gauges grant the best chemical and physical properties, holding a very
precise place as for chemical composition within the very large group of "Borosilicate Glass"
which is suitable for many applications. Each individual sight glass (Reflex & Transparent) is
manufactured by molding, using only the inside of the melted part and removing the whole
external part in order to obtain best quality glasses, partially with no striae.
Chemical and mechanical resistance of ASVIN sight glasses is due also to their heat treatment,
and all events they show the following properties:
- Hydrolytic resistance:
Class 1-DIN 12111 and ISO 719 - Alkali resistance:
Class 2-DIN 52322 and ISO 675 - Acid resistance:
Class 1 - DIN 12116
Hydrolytic resistance is particularly important for glasses fitted on steam boiler level gauges at low and medium pressure. In ASVIN sight glasses special attention is paid to length, width, thickness and especially flatness tolerances. From the latter point of view ASVIN sight glasses have very strict tolerance values, definitely lower than must of the ones on the market. Above ensure less stress and longer life of glass and joints.
Reflex Glasses
The side facing the medium chamber is provided with molded grooves set at 90° angles. The molding process increases the resistance of the glass grooves to wear; the “skin” which the glass attains during moldings gives it maximum smoothness and hardness. This makes it extremely resistant to the attack of boiler water.
✓ Applications:
Up to 35 bar saturated steam, reflex glasses provide the optimum solution:
they are corrosion resistant and provide an absolutely clear indication. Reflex glasses can be used with all media except steam at service conditions up to 400 bar or temperatures up to 400 °C.
Transparent Glasses
Transparent glasses are also manufactured from “extra-hard” borosilicate glass. The surfaces on both sides are finely ground and polished to ensure optimal transparency.
✓ Applications:
In steam service above 35 bar and with media with a high pH-value. ASVIN transparent glasses must be protected by a mica shield on the side facing the medium chamber. Transparent glasses should always be chosen for contaminated, viscous or corrosive media. Within the given service limitations, they may be used for all media except steam at pressures up to 340 bar
Soda-Lime Glass is composed of silicon dioxide (71-75%), sodium oxide (12-16%), calcium oxide (10-15%) and low levels of other components designed to impart specific properties to the glass. Soda-lime glass has an excellent light transmission with tensile and thermal performances.
Lead oxide can be used to replace much of the calcium oxide in the batch to give a glass known as lead crystal. A typical composition is 54-65% SiO 2 , 25-30% PbO (lead oxide), 13-15% Na 2 O or K 2 O, plus other various minor components. This type of formulation, with lead oxide content over 24%, gives glass with a high density and refractive index, thus excellent brilliance and sonority, as well as excellent workability allowing a wide variety of shapes and decorations.
Borosilicate Glasses contain boron trioxide and a higher percentage of silicon oxide. A typical composition is 70-80% SiO 2 , 7-15% B 2 O 3 , 4-8% Na 2 O or K 2 O, and 2-7% Al 2 O 3 (aluminum oxide). Glasses with this composition show a high resistance to chemical corrosion and temperature changes.
A further application of borosilicate glass is the production of glass fibre, both continuous filaments and glass wool insulation. Typical compositions for glass fibre differ from the composition above. For example, the composition of EGlass is SiO 2 53-60%, earth alkali oxides 20-24%, B 2 O 3 5-10%, Al 2 O 3 5-10% plus other minor components.
Standards for Glass
Transparent glasses in series to the following standards:
- Oe NORM M 7354 (long gauge glasses)
- DIN 7081 (long gauge plate glasses)
- JIS B 8211 (Japanese Industrial Standard)
- BS 3463 (British Standard Institution)
Screwed Connections
BSP - British Standard Pipe
BSP is the U.K. standard for pipe fittings. This refers to a family of standard screw thread types for
interconnecting and sealing pipe ends by mating an external (male) with an internal (female) thread.
This has been adopted internationally. It is also known as British Standard Pipe Taper threads (BSPT)
or British Standard Pipe Parallel (Straight) threads (BSPP). While the BSPT achieves pressure tight
joints by the threads alone, the BSPP requires a sealing ring.
NPT - National Pipe Thread
NPT stands for National Pipe Thread and is an American standard. NPT threads are usually taper.
Both threads have the same pitch, angle (60 degrees) and shape (flat peaks and valleys). They can be
used without sealant due to the taper but this also depends upon the medium. One potential issue is
if you over-tighten stainless to stainless threads then they can gall causing damage and making them
very difficult to separate. NPT fittings are based on the internal diameter (ID) of the pipe fitting.
Thread Sealing
Taper threads are usually sealed on the thread using PTFE tape or liquid pipe sealant. Parallel
threads are usually sealed using an O-ring seal or bonded washer (i.e. dowty washer). You can put a
taper thread into a parallel hole but it can be harder to seal since it is only the higher threads that
are tight in the hole and hence it is not a recommended practice for high pressures.
If you put a
parallel thread into a taper hole then you are only likely to get a few turns before it will wedge in.
Again this is harder to seal and the valve is only being held in by a few threads which could be dangerous at high pressures.
Socket Welded Connection
A Socket Weld is a pipe attachment detail in which a pipe is inserted into a recessed area of a Valve,
fitting or flange. In contrast to buttweld fittings, Socket Weld fittings are mainly used for small pipe
diameters (Small Bore Piping); generally, for piping whose nominal diameter is NPS 2 or smaller.
To join pipe to Valves and fittings or to other sections of pipe, fillet-type seal welds be used. Socket
Welded Joints construction is a good choice wherever the benefits of high leakage integrity and
great structural strength are important design considerations.
Fatigue resistance is lower than that in butt-welded construction due to the use of fillet welds and
abrupt fitting geometry, but it is still better than that of most mechanical joining methods.
SW Fittings are family of high pressure fittings are used in various industrial processes.
- They are used for lines conveying flammable, toxic or expensive material where no leakage can be permitted, and for steam 300 to 600 PSI.
- They are used only in conjunction with ASME Pipe and are available in the same size range.
- They are used in areas where pipe-work is permanent and are designed to provide good flow characteristics.
- They are produced to several ASTM standards and are manufactured in accordance with ASME B16.11. The B16.11 standard covers pressure-temperature ratings, dimensions, tolerances, marking, and material requirements for forged carbon and alloy steel. Acceptable material forms are forgings, bars, seamless pipe, and seamless tubes which conform to the fittings chemical requirements, melting practices, and mechanical property requirements of ASTM A105, A182, or A350.
- They are available in three pressure ratings.. Class 3000, 6000 and 9000.
Flanged Connections
The most common flange connections are ANSI which is an American standard, PN / DIN which is a
European standard and JIS/KS which is a Japanese / Korean standard. In the UK you will find both
ANSI and PN in use but you may also come across the old British BS10 Table D, E, F & H flanges.
Flat Face (FF)
The Flat Face flange has a gasket surface in the same plane as the bolting circle face. Flat face flanges are never to be bolted to a raised face flange. ASME B31.1 says that when connecting flat face, the raised face on the matching flange must be removed, and that a full-face gasket is required. The typical Flat flange face finish for ASME B16.5 FF flanges is 125 to 500 µin Ra (3 to 12 µm Ra). Normally serrations are not provided for FF Flanges, unless it is specifically asked for.
Raised Face (RF)
The main goal of raised face flanges is to concentrate the contact pressure on a small area of the flange thus increasing the strength of the seal.
Raised face thickness will be 2mm (0.06”) for class 300 lbs. and less pressure ratings, and it is 7mm (0.25") for class 400 lbs. and more pressure ratings.
The typical flange face finish for ASME B16.5 RF flanges is 125 to 250 µin Ra (3 to 6 µm Ra).
LAP Joint Flange
A pipe is usually welded to the Stub End and the Lap Joint pipe flange is free to rotate around the stub end. Lap Joint pipe flanges are often used for applications that require frequent dismantling. Connection and matching Flanges are same.
Ring Joint Flanges (RTJ)
RTJ is used when a metal-to-metal seal between the mating flanges is required (which is a condition for high-pressure and high-temperature applications). As the two ring joint flanges are bolted together and then tightened, the applied bolting force deforms the gaskets inside the flange groove creating a very tight metal-to-metal seal. To make this happen, the material of the ring joint gasket must be softer (more ductile) than the material of the flange. RTJ flanges can be sealed by RTJ gaskets of different styles (R, RX, BX, SRX, SBX, Style IX) .The side wall surface finish of the gasket groove shall not exceed 63 µin. roughness.
Male and Female (M&F) Flanges
The female face is 3/16-inch deep, the male face is1/4-inch high, and both are smooth finished.
The outer diameter of the female face acts to locate and retain the gasket.
Connection and matching Flanges are different.
Tongue and Groove (T&G) Flanges
One flange has a raised ring, the other a groove and the tongue enters the groove and seals the joint. T&G faced flanges are standardized in both large and small types. The chances of failure of gasket is minimum. Either CAF gasket or metal with filler gasket can be used depending on pressure. The gasket contact surface roughness shall not exceed 3.0 µm (125 µin.). Connection and matching Flanges are different.
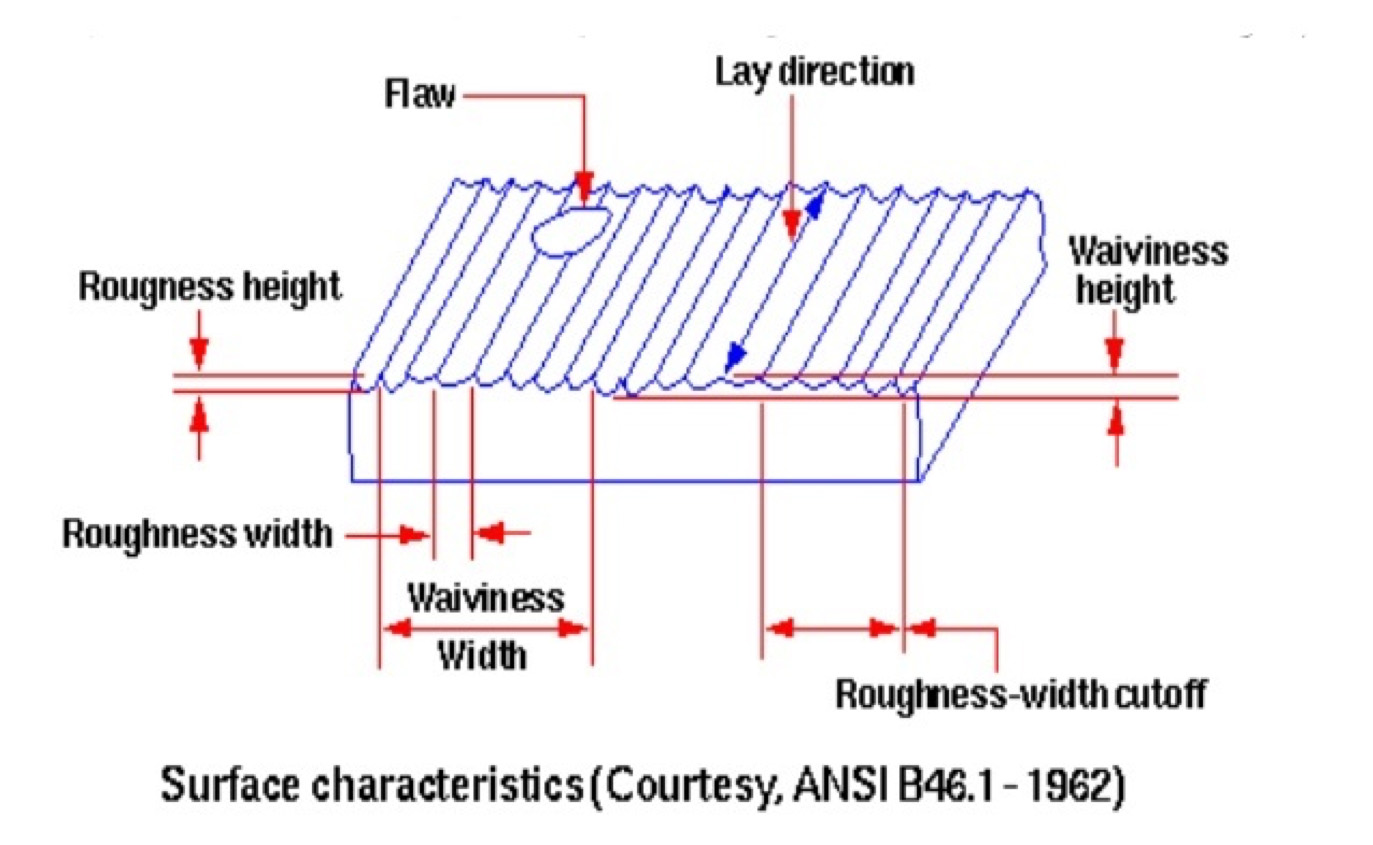
Roughness and Finish
Surface finish is the qualitative approach to designate the surface either by observing the surface or from the roughness value. Various attributes like bad, poor, good, glossy, fine, etc. are used to designate the finish quality. It does not fetch any numerical value and thus it is affected by human bias.
Ra and RMS are both representations of surface roughness. Uses the same individual height measurements of the surface’s peaks and valleys but uses the measurements in a different formula.
Ra (Roughness- Average in micro-meters and micro-inches) is calculated as the Roughness Average of a surfaces measured microscopic peaks and valleys.
RMS is calculated as the Root Mean Square in micro-inches of a surfaces measured microscopic peaks and valleys. The RMS value is approximately 11% higher than the AARH value.
Rt - Roughness Total in microns
N- New ISO (Grade) Scale numbers.
CLA - Centre Line Average in micro-inches
AARH - Arithmetical Average Roughness Height.
Sometimes AARH is referred also as Ra which stands for Roughness Average and means the same.
Roughness of surfaces 125 AARH means 125 micro inches will be the average height of the ups and downs (height of irregularities) of the surface. (125 AARH finish means 125 millionths of an inch or 0.000125" or 0.003175 mm)
63 AARH is specified for Ring Type Joints. 125-250 AARH (it is called smooth finish) is specified for Spiral Wound Gaskets
Both Ra and RMS can be expressed in metric or inch. There is no reliable way to convert between Ra and RMS.
This formula can be used to convert RMS (Micro inch) = (Ra/. 0254) X 1.11 (Micrometer) The flange face finish is determined by the standard used and measured as an Arithmetical Average Roughness Height (AARH).
An example would be ANSI B16.5 which specifies face finishes within a range 125AARH - 500AARH (3.2 Ra to 12.5 Ra).
Finishing
Lapping is a precision technique for achieving the highest degree of surface refinement and flatness. It involves a skilled craftsperson who uses a soft iron tool together with a mild abrasive slurry to slowly work the surface with random, light, and non-linear motions by hand. This fills microscopic surface voids and flattens high spots.
Flange Face Roughness
A flange face (both raised & flat face) has a specific roughness to ensure that this surface be compatible with the gasket and provide a high-quality seal as under compression. The soft face from a gasket will embed into this finish, which helps create a seal, and a high level of friction is generated between the mating surfaces. The serrations shall be at the same level, and the protrusion above them is not permitted. ANSI/AWWA C115/A21.15 - American National Standard for Flanged Cast-Iron and Ductile-Iron Pipe with Threaded Flanges. Class 125 flanges are plain faced without projection and are furnished smooth or with shallow serrations. The serration is angled such that they keep the nut from rotating in the direction that would loosen the nut. Moreover, the serration helps in preventing the vibration of the nut from moving the fastener, thus maintaining the holding power of nut. As per ASME codes & standards, there must be a serration for flange facing as clearly indicated at Para. 6.4.5 of ASME B16.5: However, providing serration is the agreement between manufacture and user for class 150 and 300 pressure ratings. It is must to give serration for class 400 and above. By default, all raised face flanges should have serrations as per ASME.
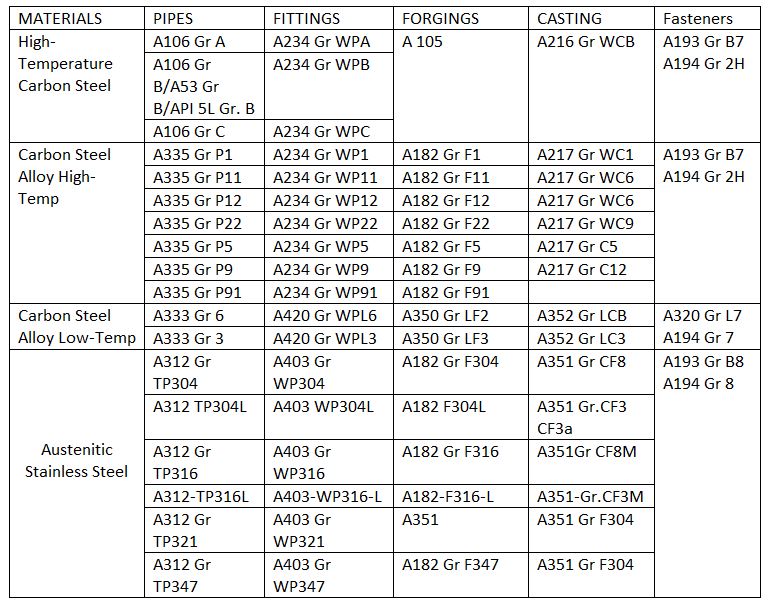
Material Grades - Casting
- High-Temperature Carbon Steel - ASTM A216 Grade WCB
Temperatures -30°C and +425°C - Low-Temperature Carbon Steel - ASTM A352 Grade LCB
Temperatures -46°C+340°C - Low-Temperature Carbon Steel - ASTM A352 Grade LC1
Temperatures -59°C+340°C - Low-Temperature Carbon Steel - ASTM A352 Grade LC2
Temperatures -73°C+340°C - 3.1/2% Nickel Steel - ASTM A352 Grade LC3
Temperatures -101°C+340°C - 1.1/4% Chrome 1/2% Moly Steel - ASTM A217 Grade WC6
Temperatures -30°C+593°C - 2.1/4% Chrome - ASTM A217 Grade C9
Temperatures -30°C+593°C - 5% Chrome 1/2% Moly - ASTM A217 Grade C5
Temperatures -30°C +649°C - 9% Chrome 1% Moly - ASTM A217 Grade C12
Temperatures -30°C+649°C - 12% Chrome Steel - ASTM A487 Grade CA6NM
Temperatures-30°C +482°C - 12% Chrome - ASTM A217 Grade CA15
Temperatures up to +704°C - Stainless Steel 316 - ASTM A351 Grade CF8M
Temperatures 268°C +649°C - Stainless Steel 347 - ASTM 351 Grade CF8C
Temperatures -268°C +649°C - Stainless Steel 304 - ASTM A351 Grade CF8
Temperatures -268°C and +649°C - Stainless Steel 304L - ASTM A351 Grade CF3
Temperatures up to +425°C - Stainless Steel 316L - ASTM A351 Grade CF3M
Temperatures up to +425°C) - Alloy-20 - ASTM A351 Grade CN7M
Temperatures +425°C - Monel - ASTM 743 Grade M3-35-1
Temperatures +400°C - Hastelloy B - ASTM A743 Grade N-12M
Temperatures +649°C - Hastelloy C - ASTM A743 Grade CW-12M
Temperatures +649°C - Inconel - ASTM A743 Grade CY-40
Temperatures +425°C - Bronze - ASTM B62
Temperatures 400°F
Excellent for brine and seawater service
Material Grade - Forged
- ASTM A304 - 19% Chrome, 9% Nickel
Temperatures up to +538°C - ASTM A316 - 19% Chrome, 10% Nickel, 2% Moly
Temperatures up to +538°C - ASTM 321 - 18% Chrome, 10% Nickel with Titanium
Temperatures up to +427°C - ASTM 347 - 18% Chrome, 10% Nickel with Columbium 347
It has good intergranular-corrosion resistance and is resistant to atmospheric conditions between temperatures +899°C - ASTM400 - Monel
This nickel alloy has good corrosion resistance, good weldability and high strength
Great mechanical properties at subzero temperatures up to +538°C - ASTM 410 - 13% Chrome, 1/2% Moly
It has good impact strength, corrosion and scaling resistance up to +649°C - ASTM 420 - 13% Chrome, 1% Nickel 1/4% Moly
Full corrosion resistance only in the hardened or hardened and stress relieved conditions
The temperature should be below +427°C - ASTM 600 - Inconel
This nickel-chromium alloy has good oxidation resistance at higher temperatures to +1093°C - ASTM 625 - Inconel
This nickel-chromium alloy has good carburization and oxidation in high- resistance at higher temperatures to +1093°C - ASTM 825 - Incoloy - Alloy 825
has a high level of corrosion resistance in both reducing and oxidizing environments and good mechanical properties at temperatures up to +538°C - 17-4PH - 15-1/2% Chrome, 4-1/2% Nickel
Good corrosive resistance properties at temperatures up to +600°F (+316°C) - ASTM 304H - 18% Chrome, 9% Nickel
Applications at temperatures up to +800°F (+427°C) - ASTM 304L - 19% Chrome, 10% Nickel
Low Carbon Applications at temperatures up to +800°F (+427°C) - ASTM 316H - 18% Chrome, 8% Nickel with Molybdenum
Applications at temperatures up to +800°F (+427°C) - ASTM 316L -19% Chrome, 10% Nickel, 2% Moly
Low Carbon Applications at temperatures up to +800°F (+427°C) - ASTM 317L - 25% Chrome, 21% Nickel, 3/4% Moly 317L
has superior corrosion resistance in difficult environments and can be used at temperatures between +927°C +1204°C - ASTM 440C - 17% Chrome, 3/4% Moly
This grade is used in the hard plus tempered condition
For best corrosion resistance, the tempering temperature should be below +427°C - ASTM 800H/HT-Incoloy
This nickel-chromium alloy has good carburization and oxidation in high- resistance and normally used in temperatures above +593°C - ASTM A105N - 1/4% Max Carbon Steel
Non-corrosive applications including water, oil and, gases at temperatures between -30°C +427°C - ASTM ALLOY 20 - 20% Chrome, 35% Nickel, 2-1/2% Moly
Good resistance to hot sulfuric acid to +800°F (+425°C) - ASTM C276 - Hastelloy
This nickel-molybdenum-chromium alloy has excellent corrosion resistance in a wide range of corrosive media and corrosion resistant to ambient temperatures - ASTN F11 - 1-1/4% Chrome, 1/2% Moly
Non-corrosive applications including water, oil and, gases at temperatures between -30°C+593°C - ASTM F22 - 2-1/4% Chrome, 1% Moly
Non-corrosive applications including water, oil and, gases at temperatures between -30°C+593°C - ASTM F5 - 5% Chrome, 1/2% Moly
Non-corrosive applications at temperatures between -20°F (-30°C) and +1200°F (+650°C) - ASTM F51 - 22% Chrome, 5% Nickel, 3% Moly
F51 is a super duplex stainless steel
Good Moderate to good corrosion resistance in a variety of environments
Service to +600°F (+316°C) - ASTM F53 - 25% Chrome, 7% Nickel, 4-1/2% Moly
F53 is a super duplex stainless steel
This material has excellent corrosion resistance in a variety of environments
Service to +600°F (+316°C) - ASTM F55 - 25% Chrome, 7% Nickel, 3-1/2% Moly
This material combines high mechanical strength and good ductility - corrosion resistance with temperatures up to +600°F (+316°C) - ASTM F9 - 9% Chrome, 1% Moly
Non-corrosive applications at temperatures between -20°F (-30°C) and +1200°F (+650°C) - ASTM F91 - 9% Chrome, 1% Moly
Non-corrosive applications at temperatures between -20°F (-30°C) and +1200°F (+650°C) - ASTM K500 - Monel
This nickel alloy has good corrosion resistance
Monel K500 has great mechanical properties at subzero temperatures up to about +480°C - ASTM A350 LF2 - Low Temp Carbon Steel
Non-corrosive applications at temperatures from -50°F (- 46°C) to +800°F (+427°C) - ASTM X-750 - Inconel
This nickel-chromium alloy has good resistance to corrosion and oxidation along with high tensile and creep-rupture properties at temperatures up to 700°C
Safety Valve Spring Materials
- ASTM A229 - High Carbon Steel - Oil Tempered
General purpose spring wire for average stressapplications
Highly magnetic
Often used for larger wire sizes when Music Wire is not available - ASTM A227 - High Carbon Steel - Hard Drawn
General purpose spring wire for low to average stress applications
Cold drawn to desired properties
Highly magnetic - ASTM A228 - High Carbon Steel - Music Wire
High quality spring wire that is cold drawn with good surface finish
Highly magnetic
Generally good fatigue life due to high tensile strength - ASTM A231 - Alloy Steel - Oil Tempered Chrome Vanadium
Alloy steel spring wire used for shock loads and moderately elevated temperatures
Highly magnetic
Available in Valve Spring quality in accordance with ASTM A232 - ASTM A401 - Alloy Steel - Oil Tempered Chrome Silicon
Alloy steel spring wire used for shock loads and moderately elevated temperatures
Highly magnetic
Available in Valve Spring quality in accordance with ASTM A877 - AMS 5678 - Stainless Steel 17-7 PH
Improved strength over 300 Series stainless steels with similar heat and corrosion resistance
Slightly magnetic
Material is precipitation hardened after spring fabrication to achieve desired properties - ASTM A313 - Stainless Steel 316
General heat resistant spring wire and better corrosion resistance than Type 302/204
Slightly magnetic
Often used in marine applications, resists chloride attack - ASTM A313 - Stainless Steel 302/304
General purpose corrosion and heat resistant spring wire
Slightly magnetic
Type 304 has less carbon than Type 302, however considered commercially equivalent for stock springs - QQ-N-286 - Copper Alloys - Monel K 500
Similar corrosion and heat resistance to Monel 400 with better strength
Good for sub-zero and cryogenic applications - AMS 7233 - Copper Alloys - Monel 400
Nickel-copper alloy spring wire with good corrosion resistance at moderately elevated temperatures
Good mechanical properties for sub-zero temperature applications
Generally resistant to hydrofluoric, sulfuric, and hydrochloric acids
Typical for marine and chemical processing applications - ASTM B134 - Copper Alloys - Brass
Good combination of strength and ductility for cold working
Properties based on 70-30 Spring Brass (C26000) sub-type
Used in fresh water and seawater applications - ASTM B197 - Copper Alloys - Beryllium Copper
Non-ferrous spring wire with good corrosion resistance and electrical conductivity
Improved strength over phosphor bronze and non-magnetic
Material is precipitation hardened after spring fabrication to achieve desired properties - ASTM B159 - Copper Alloys - Phosphor Bronze
Non-ferrous spring wire with good corrosion resistance and electrical conductivity
Non-magnetic - ASTM B574 - Nickel Alloys - Hastelloy (C276)
Good corrosion resistance in chemical process environments
Known for excellent resistance to sulfur and chloride compounds
Useful in marine and waste treatment industries - AMS 5225 - Nickel Alloys - NiSpan C
Special alloy that is heat-treatable to have a constant modulus over a range of operating temperatures
Material is not stainless and is magnetic
Typically used in timing devices, weighing and geophysical instruments - AMS 5833 - Nickel Alloys - Elgiloy - Cobalt -Nickel alloy
It is known for strength and non-magnetic qualities
Excellent corrosion resistance, good for acetic acid, ammonium chloride, citric acid, sodium chloride and sodium sulfite
Material is precipitation hardened after spring fabrication to achieve desired properties - AMS 5698/5699 - Nickel Alloys - Inconel X750
Better strength over Inconel 600
Material is precipitation hardened after spring fabrication to achieve desired properties
No. 1 Temper provides better heat resistance - ASTM B637 - Inconel 718 - Nickel Alloys
Better strength and heat resistance over Inconel 600
Material is precipitation hardened after spring fabrication to achieve desired properties - ASTM B166 - Inconel 600 - Nickel Alloys
Good corrosion resistance and mechanical properties at moderately elevated temperatures
Also good for cryogenic applications
Used in chemical processing, heat-treating, and aerospace industries
Material Grade - Piping
ASTM Materials
- ASTM A53 (Gr. A and B)
Seamless and welded carbon steel pipes for medium-high temperature and structural application - ASTM A106 (Gr. A and B)
Specification for seamless carbon steel pipe for high-temperature service - ASTM A333 (Gr 1-11)
Specification for seamless and welded pipes for low-temperature service - ASTM A335 (Gr. P1 to P92)
Specification for seamless ferritic alloy-steel pipe for high-temperature service - ASTM A312 (TP 304, 316, 321, 347, etc)
Standard specification for seamless, straight-seam welded, and cold worked welded austenitic stainless-steel pipe intended for high-temperature and general corrosive service - ASTM A790
Specification for seamless duplex and super duplex pipes (UNS S32205/31803 and UNS S32750/32760)
Technical Details
 ASVIN
ASVIN
Manufactures special Valves and Instruments for Process, Chemical, Petroleum, Refineries, Fertilizers, Nuclear, Atomic, Paper, Sugar, Drugs and Pharma, Steel, Cement and other allied industries.
Address
ASIAN INDUSTRIAL VALVES AND INSTRUMENTS,
124/31, Mettu Street, Chelli Amman Koil Road
ATHIPET, Chennai - 600058 - INDIA.
+91 44 2999 8970
+91 44 2656 5370
asvinvalves@gmail.com
asvinvalves@asvinvalves.com
asianvalves@asvinvalves.com
asianvalves@asianvalves.net